
什麼是塑膠射出成型?要注意什麼?模具費用怎麼算?
- Lichi
- 5月14日
- 讀畢需時 5 分鐘

關於塑膠射出成型,設計時應該注意的開模限制與費用,是客戶非常常問的問題。這篇文章從工業設計師視角,把「射出成型你一定要知道的事」講清楚:拔模角、肉厚、注塑口位置、模具費用區間,以及雙料射出、BOSS柱是什麼做一個深入淺出的說明。
「要量產一個產品,模具費用不便宜哦」「有確定市場訂單撐得起來嗎?要走向大量生產嗎?頭洗下去就無法回頭了」

什麼是塑膠射出成型?先從製程本質說起
射出成型(Injection Molding)的原理很簡單:把塑膠粒加熱融化,用高壓注入鋼製模具的空腔,等待冷卻後脫模拔出,就得到你要的型體。
這早已是一個高度成熟製程,量產效率極高,開模完成之後每個零件的生產成本非常低。缺點是模具本身很貴,前期成本高,一旦開錯修改起來也很麻煩。這就是為什麼設計師得在設計階段就把製程可能會遇到的麻煩考慮進去。

常見的塑膠射出材料有哪些?
以下是工業設計中最常見的六種射出材質,深入淺出說明各自的特性與適用場景。
材質 | 特性一句話 | 優點 | 缺點 | 應用 |
ABS | 萬用外殼首選 | 易加工 上色佳 強度夠 | 耐候差 不耐油脂 | 3C 外殼、玩具、家電面板 |
PC | 透明又硬 | 高透明 抗衝擊 耐熱 | 易刮花 不耐鹼 貴 | 燈罩、護目鏡、手機殼 |
PC+ABS | 兩者混合取長補短 | 韌性佳 耐熱好 加工性好 | 透明度低 成本略高 | 筆電外殼、汽車內裝、醫療設備 |
PP | 便宜又輕,但容易縮水 | 成本低 耐化學品 可重複彎折 | 收縮率高 難黏接 低溫脆 | 食品容器、包裝、文具 |
TPE / TPU | 軟膠,可彎可壓 | 彈性好 防滑 可包覆硬件 | 難著色均勻 尺寸精度低 | 握把包膠、耳機套、防滑墊 |
Nylon(PA) | 耐磨耐疲勞的工程料 | 耐磨 高強度 自潤滑 | 吸水變形 收縮率高 難染色 | 齒輪、扣件、健身器材結構件 |
重點記住就好 : ABS 是最常見且萬用的選擇,幾乎所有外觀件的預設材質。如果要透明或有韌性就選 PC或PP,要軟、防摔防撞就選 TPE/TPU,要耐磨結構件就選 Nylon。需要兼顧多種特性時也可以複合(如 PC+ABS)。
材質確定後,記得同步確認供應商的料號與成型條件,不同廠牌同材質的收縮率可能有差異。
拔模角(Draft Angle)— 最常被新手忽略的一個角度
拔模角是指模具在脫模方向上,塑膠件側壁與脫模方向之間的夾角。道理很直觀:
想像把一個裝有布丁的布丁殼倒在盤子裡。如果側壁完全垂直的杯子很難拔起;側壁稍微往外傾斜(像錐形杯)就很好脫模。拔模角就是這個「稍微傾斜」的角度。
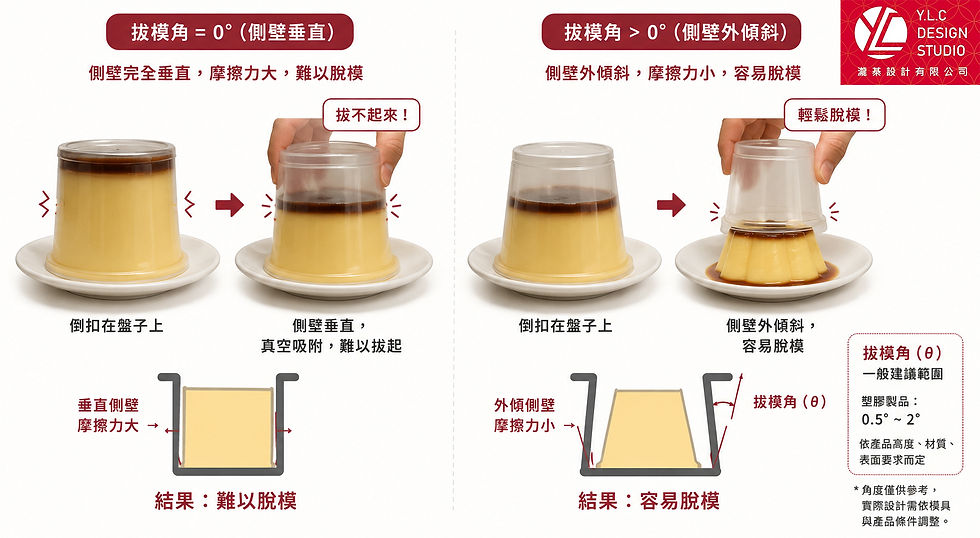
雖然有各種強制脫模的案例,但畫圖的時候盡量注意,以免到時候給工廠說外觀沒辦法做。一般無咬花外觀面1° – 2°,光滑表面阻力小,1° 即可脫模。理想的話內外殼拔模角度再差個0.5度。
如果在上下脫模的方向遇到造型凹進來卡住脫不了、或者需要從另一個方向挖一個洞,我們稱為「倒鉤」。若因為造型考量出現「倒勾」結構,模具就需要調整脫模方向,或額外加滑塊或斜頂來解決,都無法解決則就要改造型。

每增加一組滑塊模具費用就會再往上提升。設計階段同步確認脫模方向,是最低成本的解決方式。
肉厚(Wall Thickness)— 均勻才是關鍵
肉厚影響三件事:結構強度、冷卻時間(影響生產效率),以及最難控制的縮水與翹曲。塑膠件核心原則只有一個:全件主體盡量維持一致的肉厚,如果有加強結構肋、BOSS柱厚度可略抓主體厚度的0.6~0.75倍。假設厚度有過渡要漸變,不要突然差太多,以免縮水卡料。
如果是開模想做金屬材質,我們稱之為鑄造,鑄造工藝則沒有肉厚要均勻這個限制。
注塑口(Gate)位置 — 影響外觀的隱藏決策
注塑口是熔融塑膠進入模具空腔的入口,位置選錯會在外觀面留下澆口痕,或造成遠端填充不足(短射)與接縫線(weld line)。注塑口位置與壓力測試這多由工廠的經驗判斷後決定,通常比較沒有什麼大問題。
最低起訂量 MOQ — 量少能不能做?
模具開好之後,每次上機上料都是一個大動作的成本。每包料大概就是20kg的塑膠微粒要去跑到完,所以廠商會要求每次製作都要有一定的產量,我們稱之為生產的最低起訂量(簡稱MOQ)
MOQ(Minimum Order Quantity)是很多新創品牌和小型製造商容易忽略的問題。射出成型的特性是「開模成本固定、量產邊際成本低」,廠商通常會要求最低訂量來回收模具投資。
以下是台灣本地射出成型廠商的大概 MOQ 標準,除非有認識、有交情相挺幫忙,依市場、產品複雜度與廠商規模略有不同:
試量產/驗證 小批量試產 100 – 500 件 適合新產品上市前的市場驗證,通常單價較高,廠商接單意願視工廠規模而定單價約是量產價的 2–4 倍 | 一般量產 標準訂單 1,000 – 3,000 件 大多數台灣射出廠的基本起單門檻,單價開始合理,廠商配合度高模具攤費用開始平均分散 | 規模量產 經濟批量 5,000 件以上 單價顯著下降,廠商優先排程,適合有穩定銷售渠道的品牌雙料射出建議此量級再評估 |
中國廠商 低 MOQ 選項 500 – 1,000 件 部分中國廠商接受低起訂量,但需自行評估品管、交期與溝通成本適合非關鍵外觀件或耗材 | ||
模具要花多少錢?台灣模具費用區間
這是所有客戶與品牌設計者最關心的問題,因為可以說是沒有大量訂單之前,除行銷預算之外,最昂貴的一筆費用。在台灣的模具費用動輒上看一副20~30萬新台幣不等,取決於你的產品尺寸大小、一副模具幾穴、表面處理、後加工形式,還有預期的生產量。但模具開好之後,一件塑膠通常十幾塊~幾十塊新台幣就能搞定。
簡單件(二板模) NT$ 8–15 萬 形狀簡單、無倒勾、小件產品例:蓋板、底座、簡單外殼 | 中等複雜度 NT$ 15–25 萬 有少量滑塊、多個螺柱、外觀面處理例:3C 外殼、面板、握把 |
高複雜度 NT$ 25–60 萬+ 多組滑塊斜頂、精密公差、大尺寸件例:工業設備殼體、醫療器材 | 中國模具廠 報價多約台灣 40–60% 成本低,但品管、溝通、交期需審慎評估適合量大、公差要求較低的產品 |
中國的工廠內捲嚴重,開模費用也比台灣低一半。
但還是強烈建議不要輕易把核心組件的設計圖交給中國工廠。如果你的商品在市場反應熱絡,真的只需一眨眼的時間,你的圖就變成他的,產品也會變成他的,售價還是你原來的一半不到。
雙料射出(Two-Shot Molding)
最後介紹一下雙料射出。雙料射出是在同一個模具裡連續射出兩種不同材料或顏色,常見的案例像是螺絲把手、刮鬍刀等軟硬結合握把、捲尺等五金零件,會讓軟硬料兩者緊密結合成一個零件,在生產時分別以第一副模+第二副模於同一個程序中分別疊加射出完成,省去後製組裝或黏接。
你有產品設計的需求嗎?需要考慮量產的 DFM 評估嗎?
瀧棊設計除了外觀上可以幫助產品的新樣貌誕生,在機構設計階段也可協助進行可製造性評估,材質選擇、MOQ 規劃、模具分析一起談,確保開模前把問題找出來。台中 · 新北皆有辦公室,歡迎私訊,提供免費初步設計可行性評估。
瀧棊設計 Lichi
+886937-722-710
Line : lichiyyyy



留言